Announcing New England Steam’s 2026 Calendar Photo Contest!
Calling all Maine Central 470 supporters, railroad history buffs, and photography enthusiasts! The 2026 New England Steam Corporation’s Calendar Photo Contest is here!
We’re looking for the most jaw-dropping photos of Maine Central 470’s history to fill our 2026 calendar and the cover. All winners will have their photos featured in the calendar along with the stories behind the winning shot. Plus, you’ll score a free copy of the 2026 New England Steam Corp. calendar.
Imagine seeing your shot celebrated all year long-and the bragging rights? Simply unbeatable! All submitted photos will be displayed in our gallery, and by entering, you’re giving us permission to showcase your photo in the calendar, website, and social media. Be sure to check out the rules before you submit-details below.
2026 Calendar Contest Rules:
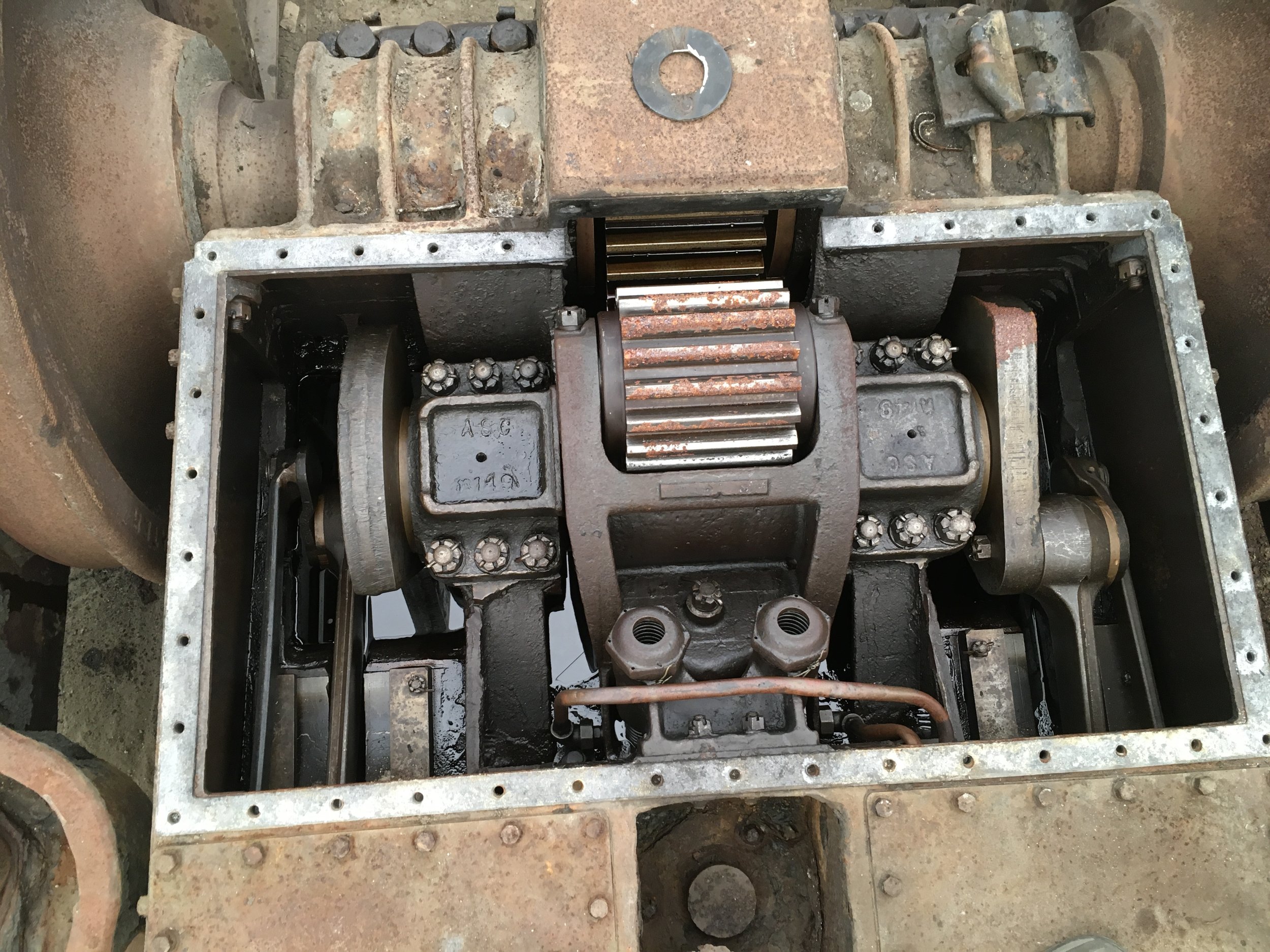
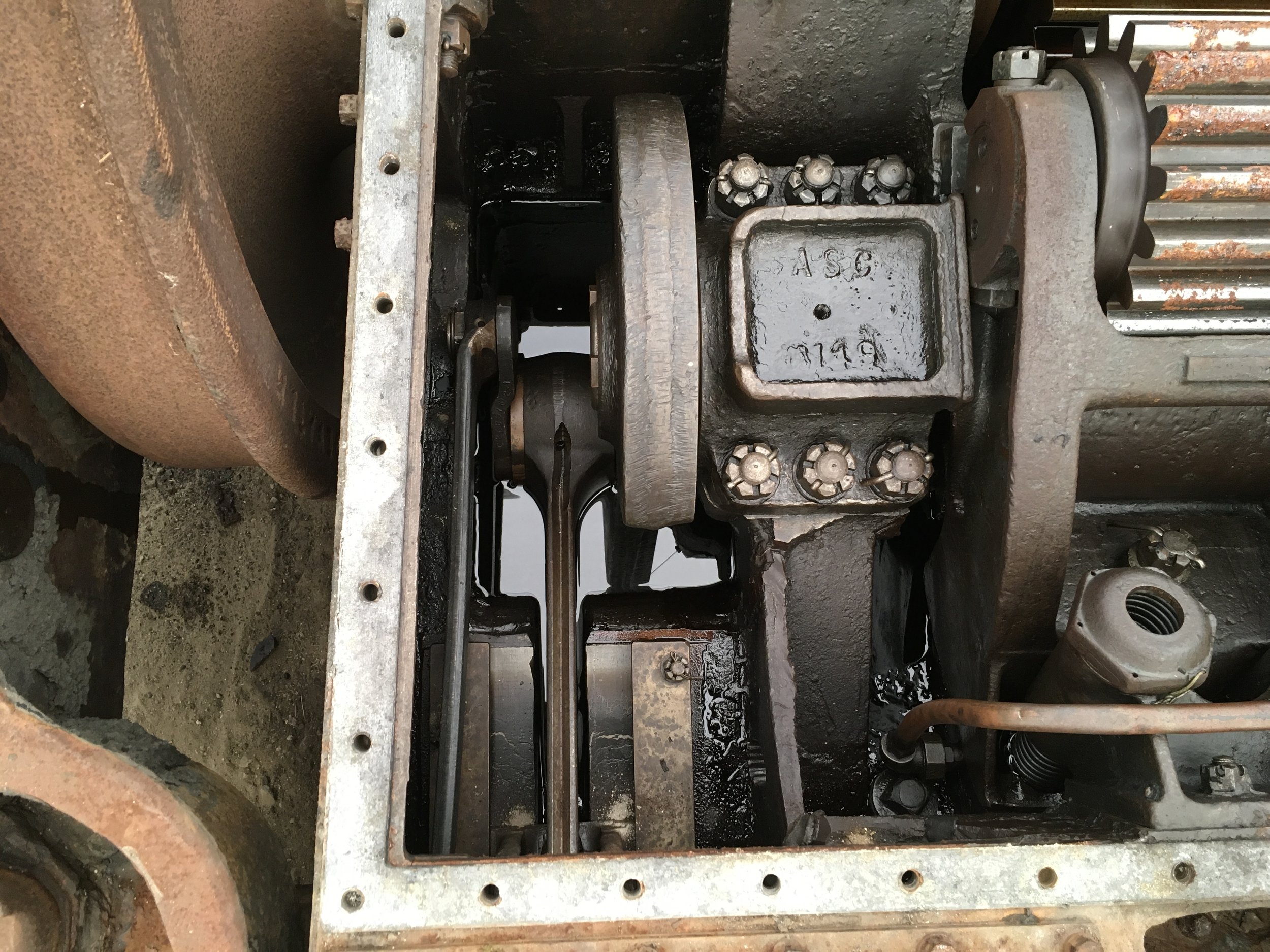
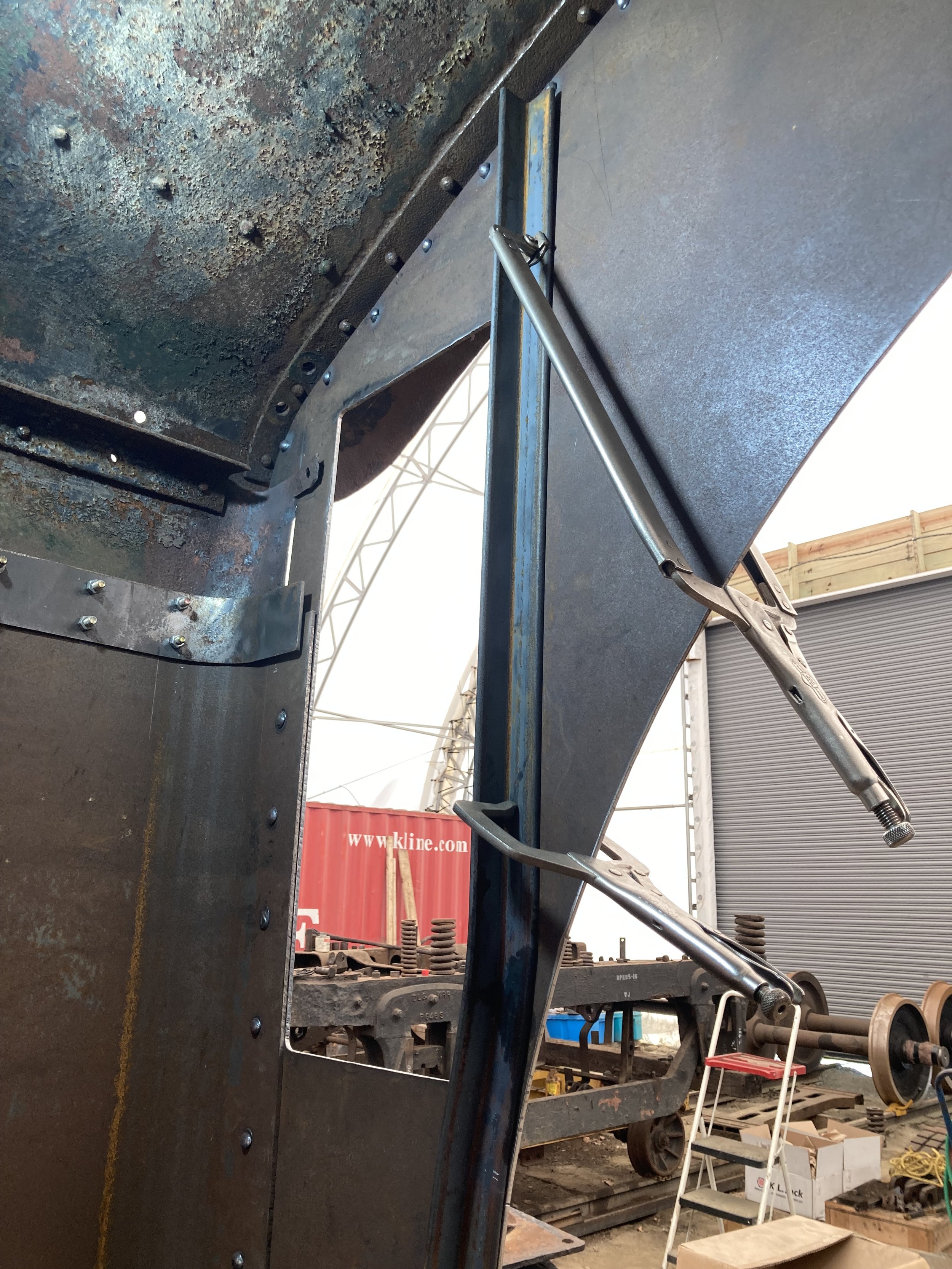
Your photo must feature some part of steam locomotive 470’s world. It could be photos of the locomotive, current restoration, on display in Waterville,ME, stations the locomotive served, people who worked on the 470, or any other image of the rich history of the Maine Central #470.
Minor color corrections and cropping are fine. HDR is cool, but heavy editing and filters? Not so much.
Only submit photos that you personally own or have taken. Copying photos that someone else shot, or owns, and submitting them as yours is a copyright crime.
Include your name, the location of the photo, the date the photo was taken, and any other information.
Submit your photos digitally. You can send them all at once or one at a time - up to three photo entries per person. If you cannot scan an image, you could mail it to us with a return envelope.
Deadline: Submit your photos by 11:59 AM EST on Saturday, August 16th, 2025.
Horizontal Photos Only: All photos must be horizontal for our calendar format (11” x 8.5”).
No Panos Please: Panoramic photos don’t fit a calendar page format, so stick to the standard size.
Submit your photos in their original resolution - no downsizing, please.